



Exploring the Versatility of Flow Pack Film in Packaging: A Detailed Analysis
The Evolution of Flow Pack Film Packaging: A Versatile Solution for Modern Consumers
In the realm of modern consumer goods, packaging plays a crucial role in both the protection and presentation of products. One versatile solution that has gained significant traction in recent years is flow pack film. This innovative packaging material has revolutionized the way products are packaged, offering numerous advantages in terms of efficiency, durability, and appeal.
The Anatomy of Flow Pack Film
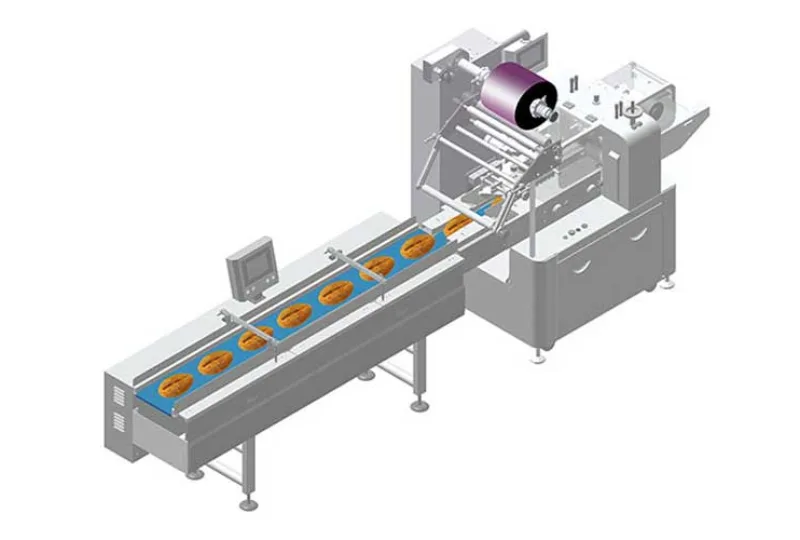
Flow pack film, also known as horizontal form-fill-seal (HFFS) film, is a type of flexible packaging material that is commonly used for wrapping individual products or collections of items. It is typically made from polyethylene, polypropylene, or a blend of both, which provides excellent protection against moisture, oxygen, and light. The film is produced in a continuous roll and is fed through a machine that forms it around the product before sealing it, creating a tightly wrapped package.
Benefits of Flow Pack Film
One of the key advantages of flow pack film is its versatility. It can be used to package a wide range of products, including food items, pharmaceuticals, personal care products, and more. The film conforms closely to the shape of the product, creating a tight seal that helps maintain freshness and prevent contamination.
Another benefit of flow pack film is its efficiency. The packaging process is fast and automated, allowing manufacturers to package large quantities of products quickly and cost-effectively. This makes flow pack film an ideal solution for high-volume production environments where speed and efficiency are paramount.
Applications of Flow Pack Film
Flow pack film is commonly used in the food industry for packaging items such as snacks, confectionery, bakery products, and fresh produce. Its ability to create a tight seal and protect against external factors makes it an ideal choice for preserving the freshness and quality of perishable goods.
Additionally, flow pack film is widely used in the pharmaceutical and healthcare industries for packaging items such as tablets, capsules, medical devices, and personal care products. The film provides a barrier against moisture and contaminants, ensuring that the products remain safe and secure until they reach the end consumer.
Environmental Considerations
While flow pack film offers numerous benefits in terms of efficiency and protection, there are also environmental considerations to take into account. The use of plastics in packaging has come under scrutiny in recent years due to concerns about plastic pollution and waste. Manufacturers are increasingly exploring alternative materials and sustainable packaging solutions to reduce their environmental impact.
One approach to addressing these concerns is the development of biodegradable and compostable flow pack films. These materials are designed to break down naturally in the environment, reducing the amount of plastic waste that ends up in landfills or oceans. By incorporating eco-friendly materials into their packaging, manufacturers can demonstrate their commitment to sustainability and environmental stewardship.
Conclusion
Flow pack film is a versatile and efficient packaging solution that offers numerous benefits for manufacturers and consumers alike. Its ability to protect products, preserve freshness, and enhance presentation makes it an ideal choice for a wide range of industries. By considering the environmental impact of packaging materials and exploring sustainable alternatives, manufacturers can continue to evolve and innovate in the field of packaging technology.



-
 01
01Packaging Machinery: Beyond Sealing, Driving an Efficient, Smart, and Sustainable Future
21-01-2026 -
 02
02Automatic Tray Loading and Packaging Equipment: Boost Efficiency to 160 Bags/Minute
21-11-2025 -
 03
03Automatic Soap Packaging Machine: Boost Productivity with 99% Qualification Rate
21-11-2025 -
 04
04A Deep Dive into Automatic Toast Processing and Packaging System
18-11-2025 -
05
The Future of Bakery Production: Automated Toast Processing and Packaging System
18-11-2025 -
 06
06Reliable Food Packaging Solutions with China Bread, Candy, and Biscuit Machines
11-10-2025 -
 07
07High-Performance Automated Food Packaging Equipment for Modern Production
11-10-2025 -
08
Reliable Pillow Packing Machines for Efficient Packaging Operations
11-10-2025 -
 09
09Advanced Fully Automatic Packaging Solutions for Efficient Production
11-10-2025 -
 10
10Efficient Automatic Food Packaging Solutions for Modern Production
11-10-2025
