
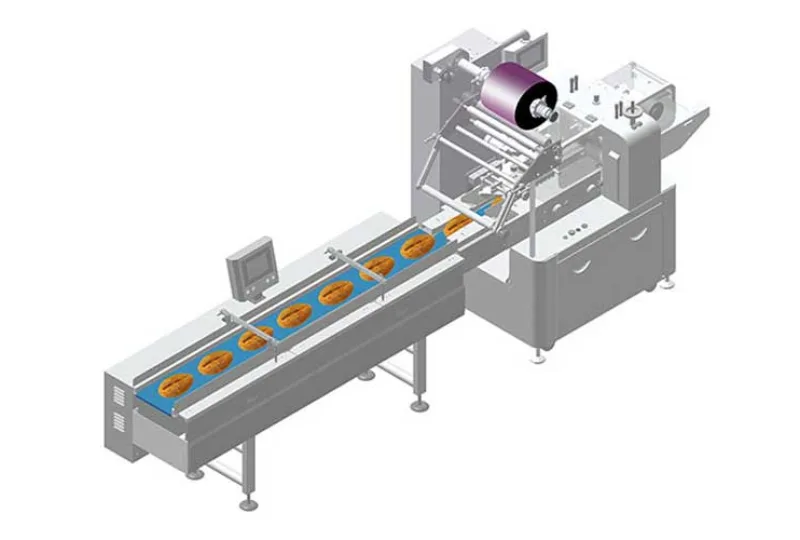
Flow Wrap (Horizontal Continuous Pillow/Rectangular Bag Packaging Process)
Flow Wrap, leveraging its high efficiency, continuous operation, ease of stacking, protective qualities, and portability, has long been the preferred packaging method for lightweight, small-volume consumer goods such as candies, biscuits, crispy snacks, soft bread, pharmaceutical tablets, and cosmetic samples. In 2027, with the iterative upgrade of global mandatory sustainable packaging regulations and the demands of e-commerce logistics regarding damage rates, shelf life, and unpacking friendliness, systematically optimizing the entire Flow Wrap process—from equipment operation and parameter setting to material selection and edge trim recycling, from defect detection to quality verification—has become a core competitive focus for food, FMCG, pharmaceutical, and cosmetic packaging companies.
Although Flow Wrap equipment in 2027 is commonly equipped with AIoT (Artificial Intelligence of Things) real-time monitoring sensors, fundamental preventive maintenance (PM) covering three core pre-shift checkpoints remains the “ballast stone” for stable production—any minor oversight can lead to批量 defects such as bag breakage, wrinkles, or weak seals:
Cleanliness and Surface Wear Margin of Film Tension Rollers: First, use oil-free compressed air to blow off film debris and starch/sugar powder (for food lines) remaining on the roller surface. Then, wipe with a lint-free cloth soaked in 75% Isopropyl Alcohol (IPA) to prevent uneven tension causing longitudinal wrinkles or transverse bag breakage. The wear margin must be controlled to ≤0.2mm; if exceeded, the ceramic or Teflon-coated knife roller must be replaced to prevent coating detachment from contaminating the product or scratching the film.
Temperature Uniformity and Flatness of Seal Bars: It is recommended to use mainstream high-precision infrared thermometers in 2027 to detect temperature differences between the ends (≤5°C). Excessive temperature fluctuation can lead to inconsistent longitudinal and transverse seal strength. The seal bar surface should be polished weekly with metallographic sandpaper and calibrated for flatness to ensure no depressions or protrusions on the sealing contact surface, preventing burning or weak seals.
Calibration Status of Longitudinal and Transverse Seal Pressure Sensors: Before each shift, the pressure sensors should be calibrated for zero point and span using standard weights to ensure pressure fluctuation is within ±5% of the set value. Insufficient pressure can cause leaks, while excessive pressure can crush the product or puncture the film.
Dimension 1: Precise Matching of Product Speed and Film Selection is Fundamental to Reducing Stretch-Induced Breakage and Compression Deformation
The appropriate film material (e.g., traditional BOPP/BOPET co-extruded film, biodegradable PLA/PBAT film) must be selected based on the product’s dimensions, thickness, and shape elasticity, with corresponding parameters matched accordingly:
Crispy and Puffed Products (e.g., multi-grain crisps, handmade biscuit blanks): These are highly sensitive to longitudinal tensile stress. High-strength BOPP film with a thickness ≥25μm should be used. The longitudinal sealing speed needs to be slightly higher than the product conveying speed by 10%-20% (i.e., 1.1-1.2x speed) to prevent packaging rupture due to longitudinal stretching.
Fluffy and Soft Products (e.g., cloud toast edges, cream puff bars): These are more sensitive to transverse sealing pressure. Highly elastic PE/BOPP co-extruded film with a thickness ≤20μm should be used. The transverse sealing speed can be slightly lower than the product conveying speed by less than 5% (i.e., 0.95-1x speed) to minimize compression deformation.
Dimension 2: Dynamic Adjustment of Seal Temperature and Time Must Consider Film Characteristics, Thickness, and Workshop Ambient Humidity
By 2027, packaging workshops are commonly equipped with intelligent humidity control systems, targeting a humidity level of 50%-60% to ensure the stability of sealing parameters:
BOPP/BOPET Co-extruded Film (20μm): Longitudinal seal temperature 160-170°C, transverse seal temperature 170-180°C, seal time 0.2-0.3 seconds.
Biodegradable PLA/PBAT Film (25μm): PLA has a higher crystallization temperature, requiring a slightly longer seal time to ensure sufficient molecular chain fusion. Longitudinal seal temperature 140-150°C, transverse seal temperature 150-160°C, seal time 0.3-0.4 seconds.
Dimension 3: High-Precision Control of Gas Flushing is Key for Extending Shelf Life and Reducing Transport Damage in Modified Atmosphere Packaging
When using CO₂/N₂ gas mixtures (typically a 70:30 ratio), a gas flow sensor with an accuracy of ±10ml must be installed. Excessive gas flushing can easily lead to rupture under compression during transport, while insufficient gas cannot effectively inhibit microbial growth and oil oxidation.
In 2027, global carbon footprint restrictions on plastic packaging have become increasingly stringent. Lightweight BOPP/BOPET co-extruded films (≤20μm) and biodegradable PLA/PBAT films have become mainstream choices for cost reduction + compliance: Taking the packaging of ordinary韧性 biscuits (each piece 5cm diameter, 0.8cm thickness, 10 pieces per bag) as an example, using 18μm BOPP/BOPET co-extruded film instead of traditional 25μm film can reduce film procurement costs by approximately 28% while also reducing plastic carbon emissions by about 30%.
During the Flow Wrap process, edge trim accounts for 10%-15% of the total film usage. Installing a dedicated in-line integrated recycling machine (shredder+extruder+granulator integrated equipment) enables closed-loop utilization of edge trim—directly melting and pelletizing the shredded trim to produce thinner inner packaging films (e.g., pharmaceutical desiccant bags) or cushioning filling materials (e.g., the inner base material of bubble film). By 2027, the energy consumption of integrated recyclers has dropped to 60% of traditional equipment, with recycling efficiency increased to over 95%, allowing normal production without adding virgin material.
In 2027, almost all high-end Flow Wrap equipment is equipped with 3D+RGB AI vision inspection systems. These systems can real-time detect wrinkles, scratches, printing register errors on the package surface, leaks, weak seals, burnt seals in longitudinal and transverse seals, as well as missing products, excess products, or misalignment. The detection accuracy can reach 99.99%, and the inspection speed can match high-speed lines up to 1200 packs per minute, effectively reducing the cost and errors associated with manual inspection.
Quality verification for Flow Wrap packaging must cover three mandatory physical property tests:
Heat Seal Strength Test: Using the heat seal accessory of an INSTRON universal testing machine, cut the sealed packaging film into 15mm wide specimens and stretch at a speed of 50mm/min. The heat seal strength requirement for plastic film is ≥1.5N/15mm, and for biodegradable film it is ≥1.2N/15mm.
Air Tightness Test: Use a vacuum decay leak tester. Immerse the package in water (pressure set to -30kPa) and observe for any bubbles. The requirement is no continuous bubbles within 2 minutes, ensuring the package’s moisture and oxygen barrier properties.
Drop Test: Select an appropriate drop height based on the product’s transport distance and package dimensions (1.2m height is common for e-commerce logistics). Drop the package from the face, edge, and corner directions, 3 times each, and observe whether the package ruptures or the product deforms.
In 2027, the application of Flow Wrap technology in the consumer goods packaging sector will become even more widespread, while also facing the dual challenges of sustainable development and quality improvement. By enhancing equipment preventive maintenance, optimizing process parameters, upgrading waste recycling systems, and implementing AI vision inspection systems, companies can achieve goals of 30% efficiency increase, 20% cost reduction, and a quality pass rate improvement to 99.98%, meeting market demands and regulatory requirements.



-
 01
01Packaging Machinery: Beyond Sealing, Driving an Efficient, Smart, and Sustainable Future
21-01-2026 -
 02
02Automatic Tray Loading and Packaging Equipment: Boost Efficiency to 160 Bags/Minute
21-11-2025 -
 03
03Automatic Soap Packaging Machine: Boost Productivity with 99% Qualification Rate
21-11-2025 -
 04
04A Deep Dive into Automatic Toast Processing and Packaging System
18-11-2025 -
05
The Future of Bakery Production: Automated Toast Processing and Packaging System
18-11-2025 -
 06
06Reliable Food Packaging Solutions with China Bread, Candy, and Biscuit Machines
11-10-2025 -
 07
07High-Performance Automated Food Packaging Equipment for Modern Production
11-10-2025 -
08
Reliable Pillow Packing Machines for Efficient Packaging Operations
11-10-2025 -
 09
09Advanced Fully Automatic Packaging Solutions for Efficient Production
11-10-2025 -
 10
10Efficient Automatic Food Packaging Solutions for Modern Production
11-10-2025
