Revolutionizing Food Packaging: The Ultimate Guide to Granular Food Horizontal Flow Packing Machinery
The Evolution of Packaging: The Rise of Granular Food Horizontal Flow Packing Machinery
Have you ever wondered how your favorite snacks end up perfectly packaged and ready for consumption? The answer lies in the innovative technology of granular food horizontal flow packing machinery. From chips to candies, this packing machinery plays a vital role in the efficient and hygienic packaging of various food products.
Granular food horizontal flow packing machinery has revolutionized the food packaging industry, offering unparalleled speed, accuracy, and versatility. With advanced features such as automatic feeding, sealing, and cutting, this machinery ensures that each product is sealed to perfection, preserving its freshness and flavor.
One of the key advantages of granular food horizontal flow packing machinery is its ability to handle a wide range of granular food products. Whether it’s crispy snacks, nuts, cereals, or confectionery items, this machinery can effortlessly pack these products with precision and efficiency.
The Technology Behind Granular Food Horizontal Flow Packing Machinery
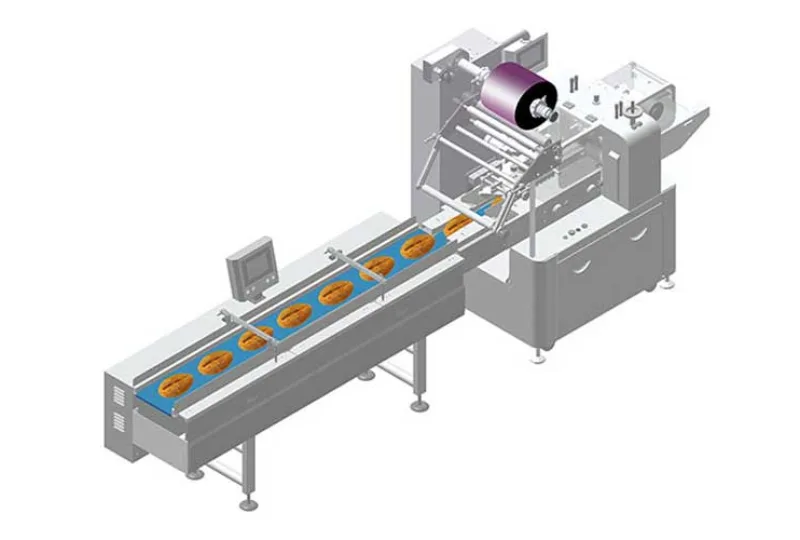
At the heart of granular food horizontal flow packing machinery is a sophisticated system of sensors, conveyors, and sealing mechanisms. These components work together seamlessly to ensure that each product is packaged according to the specified requirements, whether it’s a single-serving snack pack or a family-sized bag of chips.
The packaging process begins with the automatic feeding of products onto the conveyor belt, where they are carefully guided through the sealing and cutting mechanisms. These mechanisms are designed to create airtight seals that protect the product from moisture, light, and external contaminants, ensuring its quality and shelf life.
The Benefits of Using Granular Food Horizontal Flow Packing Machinery
There are numerous benefits to using granular food horizontal flow packing machinery in the food packaging industry. Some of the key advantages include:
- Efficiency: This machinery can significantly increase packaging speeds, allowing manufacturers to meet high demand and maximize productivity.
- Precision: The advanced technology of this machinery ensures accurate and consistent packaging, reducing waste and improving product quality.
- Versatility: Granular food horizontal flow packing machinery can handle a wide range of product sizes and shapes, making it ideal for packaging various food products.
- Hygiene: The sealed packaging created by this machinery helps maintain the freshness and hygiene of food products, extending their shelf life and ensuring consumer safety.
Conclusion
In conclusion, granular food horizontal flow packing machinery has transformed the food packaging industry, offering speed, accuracy, and efficiency like never before. With its advanced technology and versatility, this machinery plays a crucial role in ensuring that your favorite snacks reach you in perfect condition, ready to be enjoyed.



-
 01
01Packaging Machinery: Beyond Sealing, Driving an Efficient, Smart, and Sustainable Future
21-01-2026 -
 02
02Automatic Tray Loading and Packaging Equipment: Boost Efficiency to 160 Bags/Minute
21-11-2025 -
03
Automatic Soap Packaging Machine: Boost Productivity with 99% Qualification Rate
21-11-2025 -
04
A Deep Dive into Automatic Toast Processing and Packaging System
18-11-2025 -
05
The Future of Bakery Production: Automated Toast Processing and Packaging System
18-11-2025 -
06
Reliable Food Packaging Solutions with China Bread, Candy, and Biscuit Machines
11-10-2025 -
07
High-Performance Automated Food Packaging Equipment for Modern Production
11-10-2025 -
08
Reliable Pillow Packing Machines for Efficient Packaging Operations
11-10-2025 -
09
Advanced Fully Automatic Packaging Solutions for Efficient Production
11-10-2025 -
10
Efficient Automatic Food Packaging Solutions for Modern Production
11-10-2025